
來源:m.180mir.cc 發布時間:2012年7月13日
目前,板料成形在航空、宇航、汽車、造船、電器、 五金等工業部門應用廣泛,板料成形過程是一個大撓度、大變形的塑性成形過程,涉及金屬板在拉伸和彎曲的復雜應力狀態下塑性流動、塑性強化,及其引起的回彈、起皺和破裂等問題,在此之前,求解大多以解析法實現,其誤差甚大,并且對沖壓成形過程中板料成形分析,單憑經驗很難預先估計,致使模具設計正確性也難以評價,問題只有在模具加工以后才能暴露出來,給模具調試造成很大困難,甚至導致模具報廢。
所以本文應用DynaForm軟件,以后端蓋為例,對后端蓋零件成形工序進行CAE分析,針對預先的兩種方案的不足,提出拉伸兼整形的參數優化方案,對整個工藝流程進行了數值模擬,并對其進行回彈分析。研究后端蓋零件成形可行性方案,為模具的合理設計提供了依據。
應用catia建立零件的三維實體模型,如圖1所示。
對零件進行沖壓CAE分析,首先要確定其使用的材料?在DynaForm的材料庫中,大多數是國外的牌號,通過查閱一些相關資料,將其材料與國內材料進行對比,并結合零件的外形,選擇材料型號為ST14_ ST14材料參數如表1所示。

根據零件,初步確定其工藝方案有兩種
(1)備料→落料→拉伸(一次成形)→修邊→沖孔
(2)備料→落料→拉伸→修邊→沖孔(翻邊)→翻邊(沖孔)
在條工藝路線中,存在著無法壓邊的問題,在成形的過程中,板料很容易偏移;而在第二條工藝路線中,存在著先沖孔后翻邊和先翻邊后沖孔的問題,這需要經過CAE分析后,觀察翻邊是否對沖孔有影響,再確定其工藝路線
方案一的CAE分析
應用DvnaFnrm進行CAE分析,初步確定方案的可行性,分析結果如圖2、圖3所示:


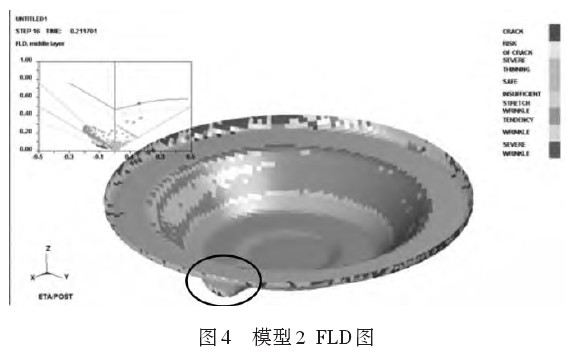
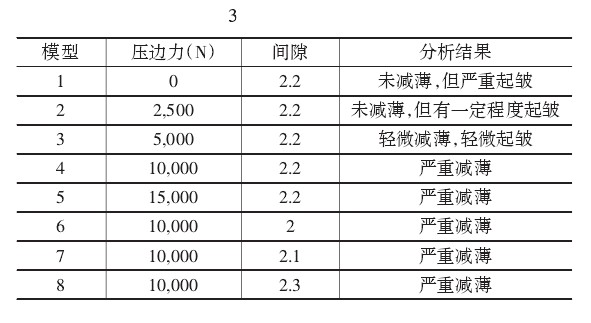
從圖2和圖3可以看出,零件成形很限在安全區內,厚度變化在1516-2174mm,在允許范圍內,所以理論上其成形是可行的。在此基礎上,對其進行精確分析,建立9種沖壓模型,設計參數及分析結果如表1所示。模型的CAE分析結果如圖4所示:

通過1、2、3、4模型比較,在圖4處黑圈標記處,出現破裂?因為凸、凹模的間隙過小,材料流動困難,而在該處屬于脹形,材料受到的拉應力較大,導致出現破裂?從1、2、3、4模型的分析結果得出,逐漸增加凸、凹 模間隙,一定程度上改善其沖壓成形結果,但是效果不 明顯,仍然有嚴重減薄的缺陷,如果繼續增加凸、凹模的間隙,則該零件的外形尺寸達不到其沖壓精度。
其他幾種模型,雖然零件沒有出現破裂,但是已經出現嚴重減薄,有破裂的危險。
研究發現,除了有嚴重減薄的情況外,還有其拉伸后高度不一致,達不到沖壓要求,如圖5所示。造成這樣的原因,主要是在板料的A區域成形是屬于脹形,導致整個零件成形不是完全對稱,在該處相對與周圍將產生更大的應力,導致更大的應變,這也是 在該處出現板料嚴重減薄或破裂的原因之一j而在B區域和C區域,與D區域相比,將有更多的材料流向A區域。
在不考慮圖5中A區域出現的情況下,通常可采用的方法有3種·一是增加修邊余量,在后續工序中通過修邊,保證其高度一致;二是采用壓邊圈,設置一定的壓邊力,盡量保證其材料的流動一致;三是在定義毛坯,在B、C區域增加更多的材料?
如果采用修邊的方法,需要的高度只有/mm,而 且是非圓筒直壁修邊,實現這種方法比較困難。而對 于采用壓邊圈的方法,從零件圖中可以看出,毛坯能 被壓邊圈壓住的地方很小,起不到壓邊的作用?如果增大毛坯,則造成材料的浪費?較后一種定義毛坯的方法,通過仿真軟件反求毛坯,發現毛坯的外形是非 圓的,其外形的尺寸很難確定,對于設計落料凸、凹模增加了一定的難度。
通過對零件CAE成形分析,發現這種方案很難實現,因此方案一不可取。
同方案一,首先進行快速CAE分析,同樣得到快速成形FLD圖,快速成形厚度變化圖
同樣可以看出,這種拉伸后再翻邊的方案在理論上是可行的。對其建立8種沖壓模型,如表3所示;
從表3結果中可以發現,整體效果與方案一比較,其成形效果相對較好,未出現破裂的情況一 在這幾種模型中,通過改變沖壓間隙,在一定程 度上能改善沖壓效果,但不是很明顯,與方案一中改 變沖壓間隙類似。
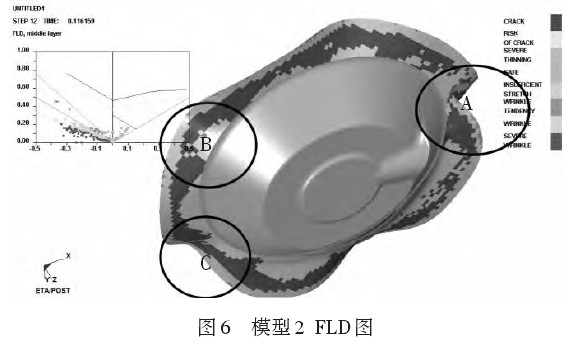
而采用改變壓邊力的大小的方法,當壓邊力逐漸減小,減薄的情況明顯改善,但是卻出現了起皺的問題?通過對沖壓過程進行分析,發現起皺的主要原因是該零件是非圓筒直壁零件,在圓錐面處,材料的貼模性較差。模型二的CAE分析如圖6所示?
為了防止起皺,需要增加壓邊力,但是壓邊力過 小,無法起到防止起皺的作用,但是當壓邊力過大,在沖壓件脹形處叉會出現板料輕微減薄的情況?對于 一般的沖壓件,在該處出現輕微減薄,如果不影響沖 壓件的使用性能,可以允許其存在,但是在該處,需要沖咖lOmm的孔?在后續的沖孔工序中,由于該處加工 硬化較嚴重,在沖孔時,可能會出現裂紋,這需要在該 處進行退火處理,相對而言比較麻煩;也可能沖孔后, 該處出現圓孔,該處的內應力減小,對該處有所改 善。這只是預測可能的情況,當中存在不定的因素, 如果在實際中出現了不理想的情況,就有模具報廢的危險。
通過對兩種的方案進行的分析,發現方案二相對 于方案一的成形性較好,但是也無法達到滿意的結 果,需要對方案二進行改進,其突破口在于是否設置 壓邊力,如何解決起皺情況?
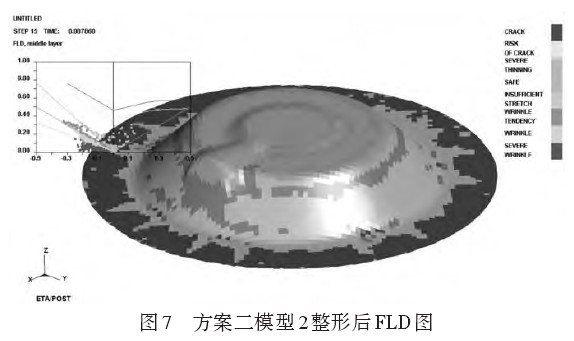
在方案二中,當壓邊力減小時,減薄的情況就會有所改善,而出現起皺的情況,可以通過整形,對起皺的地方進行校平,達到改善沖壓件的成形結果的目的,如圖7所示:
從圖7中,可以看出,在容易出現嚴重減薄或破裂的地方,未出現嚴重減薄或破裂的情況,而起皺的情況有所改善,其成形結果基本達到要求,只需要通過優化成形參數,使沖壓結果滿足要求?
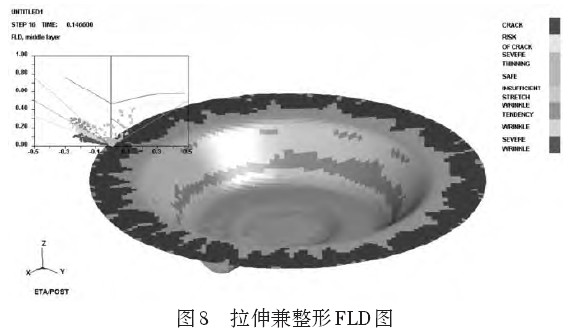
為了使仿真結果更接近實際,在這道拉伸工序中,不設置壓邊力,通過拉伸兼整形使其成形,其成形結果見圖8,7通過對圖8和圖7進行比較,其成形結果雖然相對較差但是并未出現嚴重減薄的情況,不僅滿足工藝要求,且更接近實際成形
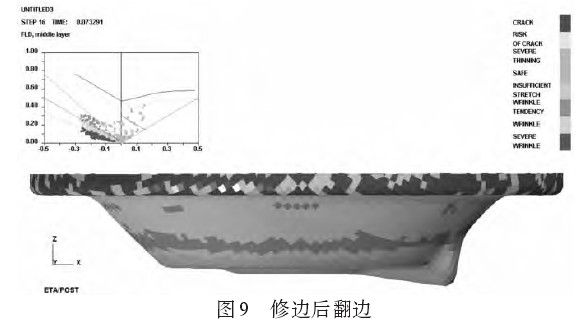
在后續工序中,為了使零件較終成形,需要修邊、沖孔、翻邊。在前面方案一中提到,由于在拉伸時,存 在著脹形,在拉伸后,其整形面是非圓的,需要通過修邊使其近似于圓形,修邊后翻邊,其高度基本一致,如圖9所示
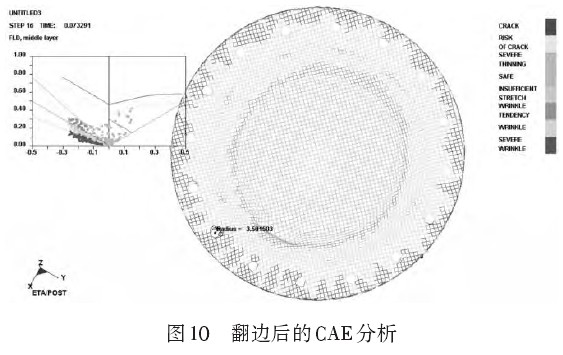
為了節約成本,減少工序,采用修邊沖孔模,在修 邊的同時沖咖7mm的孔,但是這其中涉及到一個問題, 那就是在翻邊后,是否對所沖的孔有影響。在經過 DynaForm仿真后,結果發現翻邊后對所沖的孔影響很 小,其變化在002mm左右,在允許的變化范圍內,如圖10所示;
通過對后端蓋零件沖壓成形工藝仿真模擬,較終確定其沖壓工藝為·
備料落料、拉伸兼整形_修邊、沖咖7mm孔_翻 邊_沖#lOmm孔j
在前面對工藝規程進行了設計,確定了沖壓工 藝,現在對整個工藝流程仿真結果進行分析,并優化 工藝參數?
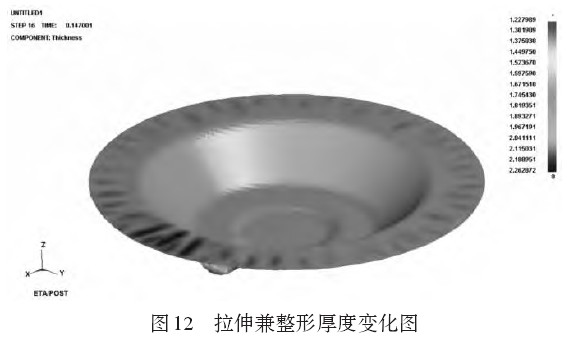
對落料、拉伸兼整形這道工序仿真結果如圖11和圖12所示
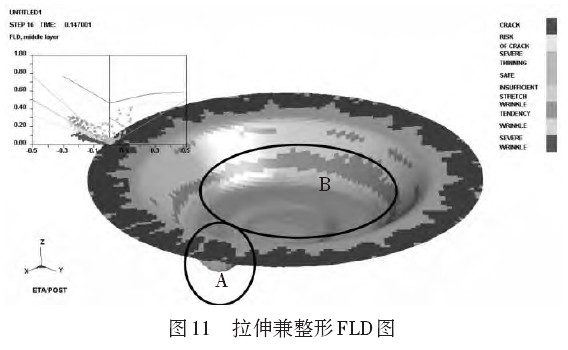
如圖11所示,在沖壓件脹形的地方(圖11中A區 域),板料輕微減薄,而成形效果較好的是B區域,在該 處,在成形的過程中,主要是受到拉應力,而且材料變形 充足j在沖壓件的其他區域,主要是受到壓應力的作 用,板料厚度有昕增加,如果是重要沖壓件,是不允許有 這樣情況出現,因為在這種情況下的材料成形不足,強 度較低?而對于不重要零件在工藝方案無法改進的情 況下,可以允許其存在?在圖12中,可以看到,沖壓件 的較大減薄量和增厚量,在材料ST14的允許范圍。
在工藝參數中,對凸、凹模間隙進行優化,結果如表4所示:
在這幾種方案中,除了方案一出現嚴重減薄外, 其他都在允許的范圍內?通過對厚度變化進行比較 后,確定凸、凹間隙為2 immj
當凸、凹模的間隙為/imm時,在板料成形的過 程中,其較大的減薄量為38 5010,而ST14這種材料允 許的較大減薄量在40010左右,在其允許的范圍內;其 較大增厚量為l 3010,也在允許的范圍內,所以該方案 符合工藝要求;
回彈分析,主要是對成形零件,回彈后進行分析, 確定其回彈量。當回彈后,沖壓件的外形尺寸、角度 及半徑變化不大時,在允許的范圍內,則無需改進;而 當回彈量過大,則需改進凸、凹模,設置回彈補償量? 利用DvnaFnlm進行回彈分析。結果如下:
(1)外形尺寸回彈測量?
其在外圓直徑上的回彈量在0.05mm左右,小于其公差值,在允許的范圍內。
(2)角度回彈測量。
其圓錐面上角度的回彈量在0.457。左右,在允許的范圍內。
(3)半徑回彈測量。
其翻邊后半徑的回彈量在0.023mm左右,在允許的范圍內。
通過對外形尺寸、角度、半徑的測量,并切回彈前和回彈后的對比,其回彈量很小,都在允許的范圍內, 無需對凸、凹模進行修正。
本文主要是應用DynaForm對后端蓋零件成形工序的仿真分析,得到以下結論。
(1)利用DynaForm軟件可以較好地模擬板料在成形過程中的材料流動,可直觀地觀察起皺及破裂等缺陷。
(2)研究分析各種參數對成形的影響,發現壓邊力的大小對成形有較大影響。
(3)通過仿真分析得到零件在有壓邊力的情況下,成形的效果并不理想,而沒有壓邊力,又會出現起皺。因此針對該問題,采用拉伸加整形使其成形方案,實現零件的成形工藝?應用DynaForm軟件對板料成形性及沖壓模設計進行模擬仿真,縮短了生產周期,減少模具的報廢率,提高了經濟性,為模具的合理設計提供了參考依據。